
The grid-scale energy storage industry is currently undergoing a period of massive expansion: per recent estimates, the field is expected to nearly double in size in just the next five years alone. Accompanying this rapid growth is a renewed and vital focus on safety.
But at Powin, exceeding the standard to prioritize safety is nothing new. From the beginning of the Energy Storage industry, Powin has pioneered a comprehensive safety regimen, integrating the most stringent safety protocols into every step of our operation. We believe that every decision we make is a safety decision, and our hardware is a testament to this fact. At every stage of the process—from conceptualization to construction to installation and maintenance—we go above and beyond both industry standards and state-level laws to ensure that our hardware is as safe as it can possibly be.
On this front, we’ve helped to set the tone for the industry. When Powin launched over a decade ago, the industry lacked comprehensive best safety practices around hardware. To a large extent, we had to create them ourselves. In the years since, we’ve been happy to watch as many of the protocols have been adopted industry-wide and codified into law. In fact, we’ve played an active role in shaping some of that legislation, sharing expertise with lawmakers in order to enhance the safety environment overall. As a result, safety measures we’ve practiced from day one are spreading throughout the industry.
That’s one advantage of being an early adopter: you can lead the way in safety standards, giving customers industry leading products and expertise with safety at their core.
One significant early innovation in our hardware journey was the decision to switch from NMC to LFP batteries in large part due to the lower volatility of the chemistry and thus, greater safety. LFP is now industry-standard which was not so when the decision was made. In this and countless other aspects, we’ve aimed to stay ahead of the curve on hardware safety, guided by the belief that the job is never finished. Put simply: when it comes to the ESS safety, there is no such thing as “too much.”
High-quality materials
For Powin, this commitment to safety starts with the materials we use in our products, all of which are purchased from carefully vetted suppliers.
Our LFP batteries are sourced from Tier 1 suppliers so we provide our customers with the highest quality batteries meeting the highest standards. And then there is the battery chemistry itself. LFP substantially reduces the risks of thermal runaway compared to other forms of lithium batteries. One of the reasons for this is the lack of cobalt, which can increase the risk of thermal runaway. Another, is the cathode material which is less reactive than common cathodes in other battery chemistries. Crucially, this safety doesn’t come at the cost of performance: these batteries have a longer lifespan than many alternatives, undergoing many charge and discharge cycles without significant degradation.
Then there’s our extensive cell testing and approval process, which follows after intensive vetting of cell vendors. Each cell used in a Powin product must undergo Powin’s extensive validation process in the Battery Lab. This involves testing for longevity, thermal stability, and validating all cell characteristics to ensure our products are optimized for safety and performance. The Battery Lab contributes greatly to Powin’s understanding of the factors that go into cell failure and mitigating the effects when this failure occurs.
Modular design: The Centipede
Beyond the batteries, fire prevention is built into every aspect of our design.
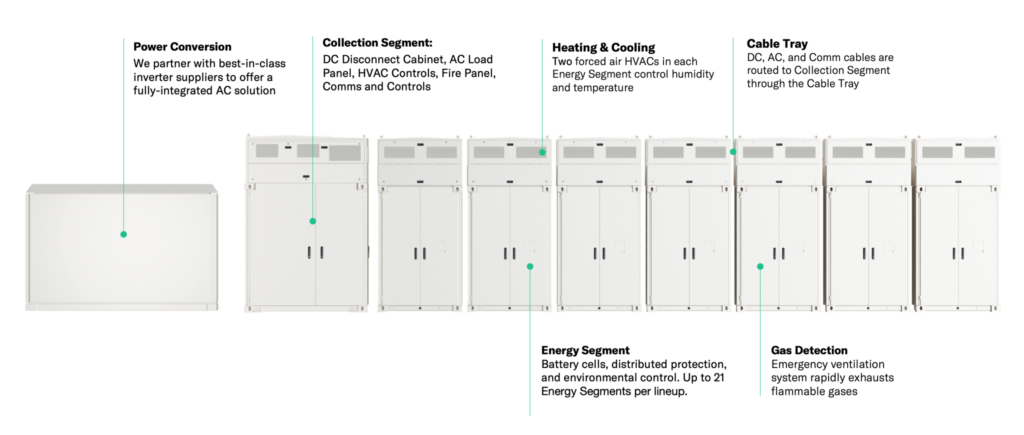
Take our hardware platform, Centipede. It gets its name from the unique flexible arrangement of its Energy Segments, which are structured in a side-by-side configuration or “lineup”, with the amount of Energy Segments in each lineup sized to meet the energy requirements of a project. This modular arrangement limits the consequences of cell failure by limiting damage propagation to one Segment, or a small piece of the DC Block.
At the same time, the modular design of Centipede limits segment to segment heat transfer with well-insulated enclosures, while also integrating highly sensitive smoke and fire detectors in each unit. These sensors trigger the emergency ventilation and Fire Suppression Systems to rapidly respond to any emergency event when it is detected. Taken together, you can start to see why Powin represents the gold standard in safety.
Leading the charge in safety innovation: The Powin Pod
Powin continues to drive innovation, and in May 2024, we introduced our latest hardware platform—the Powin Pod. The Pod takes Powin’s battery energy storage system (BESS) technology to the next level, setting another standard for energy storage solutions with higher energy density, top-tier safety, reliability, and enhanced cost savings. The Pod platform complements Powin’s Centipede product line, offering a comprehensive suite of solutions to meet diverse customer requirements.
The Powin Pod features liquid cooling to maintain stable internal battery temperatures, enhancing system safety and longevity. It complies with the latest and most stringent fire prevention standards, including UL9540A, NFPA 68, and NFPA 69, and offers optional class-leading fire suppression at both the battery pack and container levels, ensuring top-tier safety and reliability.

Clean agent fire suppression, human-machine interface, and more
Ultimately, Powin’s products are designed to reduce the risk of propagation at every step of the process. If smoke is detected, the fire suppression system kicks in, giving on-site personnel time to detect and handle the issue at hand. Personnel can quickly grasp the nature of the problem through a site-level first responder HMI, which receives detailed information on active faults along with site-specific recommendations for appropriate responses. This prevents the black-box problem common to many batteries, in which events spiral out of control before on-site personnel can get a handle on what the problem is. Should fire department intervention prove necessary, fire professionals can make use of the optional dry standpipe to suppress the fire through an internal sprinkler system.
This is far from a comprehensive list of Powin’s safety features, which include an NFPA 69 compliant design and 24-hour backup power; a fire control panel for every lineup; and—for first responders—the ability to get a high-level overview at a given site.
Powin’s Remote Operations Center: Ensuring 24/7 Safe Site Management
Crucially, all of these features are supported by Powin’s Remote Operations Center (ROC), which monitors every site continuously—24/7, year-round—and supports situational assessment and emergency response. This is another area where Powin’s status as an early adopter really comes into play. Over the years, we’ve built up extensive experience handling many site anomalies and have developed effective responses to types of site emergencies. The moment a thermal event is detected, Powin’s ROC begins coordinating with on-site personnel, local agencies, customers, and other personnel to remedy the problem, control potential damage, and keep people safe. This degree of hands-on assistance is a rarity in the industry and represents just one more way that Powin outperforms our competitors when it comes to safety.
Next Level Testing, Unassailable Results
Of course, building these safety mechanisms is only half the battle. You can spend time and resources designing the “safest” battery in the world, but unless you know with certainty how it’ll function in a real-world setting, you don’t know if the product is truly “safe” and which actions to take when things go wrong.
Powin has this experience: which is why our fire testing regiment has exceeded industry standards since the company’s inception. These tests—which require extensive pre-planning and collaboration between multiple teams—precisely replicate conditions in the field. These tests are the cornerstone of our rigorous approach to safety, and at the same time help us to further it—because for Powin, each test is a learning opportunity that benefits current and future product design.
Tests conducted for the Centipede Platform have demonstrated that Powin’s built-in fire containment measures significantly limit the possibility of propagation—from one lineup to the next, and from one Energy Segment to another. Given the risks that propagation presents—both physical and financial—the importance of these containment measures cannot be overstated.
Existing regulations don’t require this level of commitment and do not require tests at the scale we conduct them. We do these because we are committed to product safety—because safety is built into our DNA.
These tests cover fire mitigation. But to ensure every product is safe from weather over the life of the project, we conduct water ingress testing on every Centipede unit, period. No Energy Segment is shipped that has not passed the test. We also implement rigorous quality assurance measures at every step of the design, fabrication, and commissioning stages to ensure that at every level, our product meets the standard.
Ensuring safety after the sale: evaluation, installation, and maintenance
Safety is a never-ending pursuit—and where safety counts most is in the field under variable and constantly shifting conditions. That’s why Powin makes every effort to ensure products in the field are installed, commissioned, and operated according to the safest possible operating procedures.
This process starts shortly after the sale. First, our representatives arrive on-site to review and approve the installation. Then, we provide extensive installation assistance post-approval, providing guides that allow technicians to work with the highest possible attention to detail. These guides, it should be noted, are not static documents: work instructions are continually updated based on information “on the ground”, and can be specifically tailored to the safety needs of a given site.
Following this installation, we provide ongoing and as-needed support to ensure that compliance requirements are met. These measures are enhanced by routine field inspections, regular training, and occasional field remediation, all of which are carried out by one of our dedicated safety teams.
And it’s worth noting that the importance of post-sale maintenance is built into the products themselves: our hardware is designed for self-service, meaning nearly all maintenance can be performed without accessing the battery compartment (significantly reducing the potential for contamination).
Powin: setting safety standards throughout the industry
It’s worth remembering just how new the field of energy storage is. When Powin started over a decade ago, regulators had just started to work out how the rapidly evolving industry should be regulated. Nonetheless, safety has always been central to Powin. Never once an afterthought, it’s core to our functioning, a filter that guides our actions. When developing new products we ask: How do we give customers what they want in the safest way possible? And then we test and test and test until we are confident in this.
Powin has become the go-to company in grid-scale energy storage around the globe for these reasons, with projects underway everywhere from Australia to Portugal to Scotland. We have always been known for our above-and-beyond commitment to safety, and in our decade-plus of operation this reputation has spread throughout the industry. Our business wrote the rulebook on safety for the grid-scale energy storage industry—and every day, we write a new chapter.
- Rody Hardy, Head of Product Engineering
- Travis Hiland, Director, Technical Sales
- Ian Sorensen, Product Manager – Hardware
For the latest updates and news please visit our website or connect with us on LinkedIn.
